
Esto es lo que me habría gustado saber antes de iniciarme en el mundo de la impresión 3D
Publicado el 29/03/2024 por Diario Tecnología Artículo original

Hace unos cuantos meses me compré mi primera impresora 3D. Llevaba tiempo rumiando la idea de hacerme con una y, tras mucho investigar y muchas vueltas a la cabeza, acabé comprándola, montándola y poniéndola a funcionar. Y si algo he aprendido durante estos meses es que hay muchas cosas que me habría gustado saber antes de empezar a imprimir en 3D. Cosas que hoy me gustaría compartir en este artículo.
En este texto repasaremos lo básico y ahondaremos en algunas cosas con las que puede que nos topemos a la hora de comprar una máquina, de echarla a andar y de resolver problemas. Esto se basa en mi experiencia personal. Disto mucho de ser un experto en la materia, pero como veremos más adelante una de las cosas más bonitas que tiene la impresión 3D es que estás constantemente aprendiendo. Mi intención con este texto es que el inicio sea un poquito más fácil.
Un repaso a lo básico

Lo primero que te vas a encontrar al iniciarte en este mundillo son términos y palabras raras. Palabras como extrusor, retracciones, Z-Offset, FDM, impresoras cartesianas, cama caliente, Bowden, nozzle, slicer, PLA... Tranquilo. Sé que da miedo, porque a mí me lo dio, pero es bastante más sencillo de lo que parece al menos al principio.
Para el caso, me voy a centrar en la impresión FDM, es decir, Fused Deposition Modeling, a.k.a. imprimir capas de plástico una encima de la otra hasta crear la figura. Hay otro tipo, que es SLA, es decir, con una resina líquida que endurecemos con luz ultravioleta, que es otra cosa bastante más compleja y en la que yo, personalmente, todavía no me he metido.
Dicho lo cual, hablemos de las impresoras FDM. Las impresoras FDM tienen dos componentes principales: el cabezal y la base de impresión. En el cabezal encontramos la boquilla, un ventilador y puede que el extrusor. El extrusor es el mecanismo (unas ruedas dentadas) que se encarga de empujar el filamento fundido, es decir, el plástico, hacia la boquilla. Puede haber dos tipos de extrusor:
- Directo: el mecanismo de extrusión está en el propio cabezal, donde se encuentra la boquilla.
- Bowden: el mecanismo está fuera del cabezal, de forma que el filamento llega a la boquilla a través de un tubo Bowden.
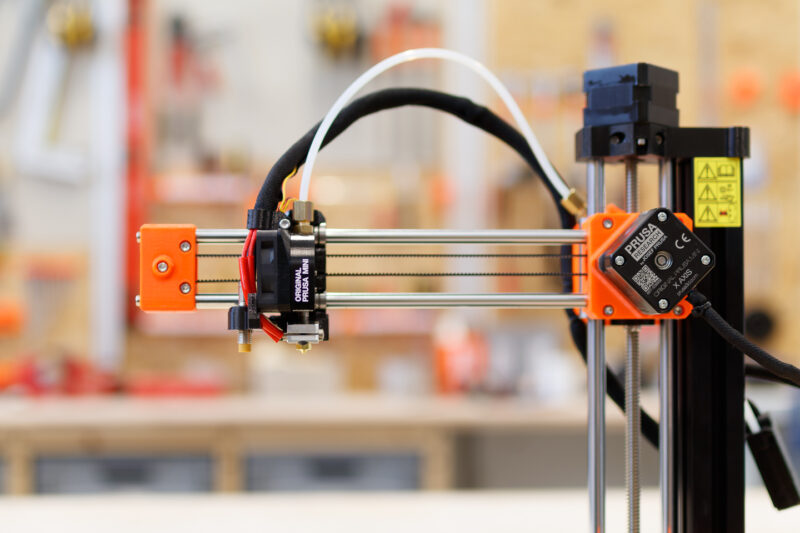
 Esto es un extrusor tipo Bowden en una Prusa MINI. El motor está a la derecha y empuja el filamento a través del tubo Bowden (en blanco) hasta la boquilla o nozzle | Imagen: Prusa Research
Esto es un extrusor tipo Bowden en una Prusa MINI. El motor está a la derecha y empuja el filamento a través del tubo Bowden (en blanco) hasta la boquilla o nozzle | Imagen: Prusa Research
Cada sistema tiene sus ventajas y desventajas. El directo tiene retracciones más rápidas y es compatible con más filamentos, pero hace que el cabezal pese más, por lo que la máquina será más lenta, y que algunos componentes, como las correas dentadas que mueven el cabezal, se desgasten más rápido. El Bowden hace que el cabezal pese menos, por lo que se puede conseguir una velocidad más alta y movimientos más limpios a cambio de unas retracciones más largas y lentas.

Dentro del cabezal está la boquilla o nozzle. La boquilla puede ser de diferentes materiales y tendremos que tenerlo en cuenta según lo que queramos imprimir. Las que suelen venir incluidas con las máquinas son de latón y lo más normal es que tengan un diámetro de 0,4 milímetros. Ese diámetro es el, digamos, estándar, pero hay boquillas de menor y mayor diámetro. A mayor diámetro, más velocidad de impresión, pero menos precisión y detalle. A menor diámetro, menos velocidad, pero más detalle. La imagen inferior habla por sí sola.
 A la izquierda, una capa de 0,2 milímetros. A la derecha. una capa de 0,1 milímetros. Al tener más líneas se imprime más lento, pero se consigue más nivel de detalle | Imagen: Prusa Research
A la izquierda, una capa de 0,2 milímetros. A la derecha. una capa de 0,1 milímetros. Al tener más líneas se imprime más lento, pero se consigue más nivel de detalle | Imagen: Prusa Research
Luego tenemos la base, que es donde se deposita el plástico fundido. La base puede ser de diferentes materiales, pero lo más normal es que tengamos una lámina metálica. Esta lámina es, generalmente, calefactable, de ahí que hablemos de cama caliente. Cuando calentamos la cama mejoramos la adherencia del plástico extruido y, por lo tanto, conseguimos una mejor primera capa. Que la primera capa salga bien es importantísimo a la hora de que el resto de la figura también lo haga.
Encima de la base podemos poner, y de hecho es recomendable hacerlo, un fleje magnético. Hay diferentes tipos, con diferentes materiales y patrones para conseguir diferentes acabados, pero más allá de lo estético, nos interesa tener un fleje porque se puede extraer, doblar y, de esa forma, sacar la figura con más facilidad. Si la máquina que compremos no lo trae, realmente es una buena inversión.
En el vídeo superior podemos ver cómo funcionan las impresoras cartesianas.
Hay diferentes tipos de impresoras FDM, pero lo más normal es que sean cartesianas. Eso significa que la base se mueve hacia delante y hacia atrás y el cabezal de izquierda a derecha de forma sincronizada. La impresión no deja de moverse hasta que se completa. No obstante, también pueden ser CoreXY (la cama se mueve hacia abajo y el extrusor se mueve en ejes X e Y), Delta (con una base que rota), etc. En cualquier caso, no es algo que nos deba preocupar en una fase inicial de este hobby.
Y ya por último, conviene hablar del volumen de impresión, es decir, el tamaño máximo que podemos imprimir. Las máquinas 3D tienen unas dimensiones X, Y, Z que nos indican hasta dónde llegan. Si una máquina tiene una cama de 220 x 220 milímetros y un alto de 250 milímetros, eso significa que podremos imprimir figuras de hasta 220 milímetros de largo y/o ancho y hasta 250 milímetros de alto. No obstante, el tamaño no es un limitante real, ya que una figura grande se puede dividir en varias más pequeñas que luego podemos pegar.
Qué máquina comprar

Vas a ver que hay tropecientas máquinas de un buen puñado de marcas, pero seguramente oigas hablar mucho de cuatro: Creality, Artillery, Prusa y Bambu Lab. Cada una tiene su filosofía y ofrece sus cosas, pero para empezar a imprimir con PLA, y si me preguntas a mí, yo lo tendría claro.
Mi máquina es una Ender 3 V3 SE de Creality. Realmente es gama de entrada, pero tiene funciones muy interesantes como la nivelación automática y una velocidad de impresión bastante alta para su precio. Además, viene prácticamente montada y puedes usarla nada más sacarla de la caja una vez aprietas seis tornillos. Ya tendrás tiempo de pulirla y, de hecho, tendrás que hacerlo llegado el momento.
Cuesta 239 euros y, para iniciarse, no está nada mal. Yo he impreso cosas realmente chulas con un acabado bastante bueno con esta máquina, aunque al final le acabas viendo las costuras. De todas maneras, ya habrá tiempo de preocuparse del Z-Offset, del eje X, de la underextrusion, etc. Tiempo al tiempo. Es una buena máquina y a mí me está sirviendo bien.
El problema es que los siguientes tramos de precio ya se colocan en los 400-500 euros (si buscamos algo decente). Por entre 400 y 450 euros tenemos la Bambu Lab A1, que es bastante interesante y compatible con varios colores (con un accesorio que se compra aparte) y la Prusa Mini+. Yo, personalmente, me iría a la Bambu Lab.
Si ya buscamos la gama alta podemos gastarnos tanto dinero como queramos. Si me preguntas a mí, yo me iría de cabeza a una Bambu Lab X1 Carbon porque es una impresora que viene montada, es prácticamente automática y su funcionamiento es sobresaliente. Me atrevería a decir que es el objeto de deseo de prácticamente cualquier maker junto a la Prusa XL, pero claro, 1.200-1.500 euros no se ponen sobre el mostrador tan fácilmente. Algo más barata es la Bambu Lab P1S, que se queda en 760 euros, más o menos.
De todas maneras, es una cuestión de preguntarse qué material vamos a usar, qué funciones necesitamos y qué presupuesto estamos dispuestos a tener. A partir de ahí podemos empezar a mirar opciones, pero si hablamos de empezar e iniciarse en este hobby, el resumen es:
- Máquina: Ender 3 V3 SE.
- Material: PLA.
Hora de elegir laminador
 La Ender 3 V3 SE tiene un cabezal con extrusión directa.
La Ender 3 V3 SE tiene un cabezal con extrusión directa.
Una vez elegida la máquina tocaba dar el siguiente salto: elegir un laminador o slicer. Aunque durante tu travesía como maker te vayas a encontrar archivos STL y M3F, a la máquina le da exactamente igual lo bonita que se haya quedado tu figura. La máquina no tiene archivos 3D, sino que entiende archivos G-Code, que grosso modo vienen a ser un texto plano con coordenadas e instrucciones, una tras a otra.
El laminador se encarga de dividir tu figura en muchísimas capas y darle a la impresora las instrucciones de impresión: hacia dónde moverse, cuánto material extruir, a qué velocidad viajar, qué altura debe tener la capa...
 Captura de pantalla de Ultimaker Cura.
Captura de pantalla de Ultimaker Cura.
Probablemente escuches este nombre hasta la saciedad: Cura, de Ultimaker. Es el laminador más conocido y tiene perfiles para prácticamente todas las máquinas. Es muy bueno para empezar y ofrece infinidad de posibilidades. Tutoriales hay a patadas y, aunque pueda imponer un poco al principio, la realidad es que se tarda poco en aprender a usarlo.
Si no sabes por dónde empezar, Cura es la opción a elegir. Ahora bien, depende de la máquina que hayamos comprado. Las Bambu Lab tienen su propio slicer, Bambu Studio. Las Prusa igual, PrusaSlicer; y las Creality tienen Creality Slicer. ¿Qué ventajas tienen estos laminadores propios? Que solamente tenemos que decirle qué máquina de la marca hemos comprado y a funcionar, pero no todos los slicers funcionan igual de bien.
 Captura de pantalla de Orca Slicer.
Captura de pantalla de Orca Slicer.
Creality Slicer a mí no me convence y por todos es sabido que los perfiles (la configuración predeterminada para cada máquina incluida en el programa) de PrusaSlicer para las máquinas Prusa son exquisitos. Ahora bien, la realidad es que puedes usar el que buenamente quieras. Puedes tener una máquina Creality y usar Prusa Slicer, o una máquina Prusa y usar Cura.
Yo uso Orca Slicer, que es el que se muestra en la imagen superior.
Orca Slicer es un software de código abierto que mezcla lo mejor de Prusa Slicer y lo mejor de Bambu Studio. Funciona de escándalo y es el que mejor resultado me ha dado. Actualmente es mi laminador de referencia. He tenido que ajustar un pelín los parámetros de la máquina y del material, pero la realidad es que estoy consiguiendo resultados buenísimos. Sea como fuere, yo te recomendaría empezar con Cura porque, de tener algún problema, seguramente te resulte más fácil encontrar la solución que usando un software como Orca.
No todos los plásticos son iguales
 Este es el PLA 850 que yo uso para mis impresiones.
Este es el PLA 850 que yo uso para mis impresiones.
El plástico es nuestra arcilla, nuestro material de trabajo, pero plástico, en general, está muy mal dicho. Hay infinidad de tipos de plástico y eso, cuando hablamos de impresión 3D, es importantísimo. No es lo mismo imprimir en PLA que en PETG que en TPU que en ABS, ni de broma. Sea como fuere, estamos hablando de empezar a imprimir, así que lo suyo es empezar con el PLA, que se refiere al ácido poliácido. Este plástico es resistente, flexible y fácil de imprimir, de ahí que sea el punto de partida por excelencia.
Pero no todos los plásticos son iguales. Aunque el PLA sea el PLA, no todas las marcas trabajan igual. Un PLA malo no imprime igual que un PLA bueno. Y no solo eso, sino que dos bobinas de PLA de diferentes colores de la misma marca pueden necesitar configuraciones diferentes. Es una cosa que servidor aprendió a palos cuando con un plástico bueno imprimía de miedo y con otro no había forma de deshacerse del stringing. Luego volvemos a eso. Digo más, hay PLA, PLA+, PLA 850... En fin, que lo de los filamentos es un tema.

El filamento viene en bobinas, normalmente de un kilo, pero también puedes encontrarlas más grandes y más pequeñas. Por lo general, el diámetro del filamento que usaremos es de 1,75 milímetros, y aquí hay una cosa a tener en cuenta: la precisión. Es imposible que todo el kilo de filamento tenga exactamente 1,75 milímetros de grosor, por lo que suele haber un margen de desvío que conocemos como precisión. Lo más probable es que encontremos márgenes de ±0,05 milímetros, pero también los hay de ±0,03 milímetros.
No es algo que sea capital, pero sí conviene tenerlo en cuenta. Si usamos un filamento malo con un precisión demasiado baja, podemos encontrarnos que nuestra impresión tiene zonas vacías (fruto de la underextrusion) y zonas con burbujas o capas demasiado altas y/o gruesas (fruto de la overextrusion). Estos problemas también pueden darse por una mala configuración de los E-Steps, es decir, que las ruedas dentadas del extrusor estén moviéndose más rápido o despacio de lo que tendrían que hacerlo.
 En la parte izquierda pueden verse los ajustes de temperatura de la boquilla y de la cama.
En la parte izquierda pueden verse los ajustes de temperatura de la boquilla y de la cama.
Una de las cosas que he aprendido durante este tiempo es que una bobina de filamento nueva es sinónimo de, como mínimo, dos cosas: torre de temperatura y test de retracciones. La temperatura contempla dos métricas: la boquilla y la cama. La temperatura de la boquilla es la temperatura a la que derretimos el filamento y la temperatura de la cama es la que nos permite una buena adherencia.

{kind=link}
Si hablamos de PLA, seguramente hablemos de una temperatura de entre 200 y 220ºC para la boquilla y unos 60-65ºC para la cama caliente. De nuevo, cada marca, color, material y bobina es un mundo. Por eso lo suyo es imprimir una torre de temperatura. Estas torres tienen varias partes y cada una se imprime a una temperatura, normalmente va de 190 a 230ºC con saltos de cinco o diez grados. Así podemos ver cómo cambia la calidad de impresión según la temperatura de la boquilla y tomar una decisión más informada.
 Esto es una torre de temperatura. Cada tramo se ha impreso con una temperatura diferente para saber cuál es la mejor para este filamento en concreto.
Esto es una torre de temperatura. Cada tramo se ha impreso con una temperatura diferente para saber cuál es la mejor para este filamento en concreto.
Las retracciones seguramente supongan tu primer dolor de cabeza, así que antes vamos a entender qué son. Como ya hemos visto, imprimir en 3D es echar líneas de plástico derretido una encima de la otra. ¿Qué pasa cuando completamos una línea, tenemos plástico derretido en el extrusor y lo movemos a otro lado para imprimir otra línea? Que el plástico derretido sigue saliendo, y eso provoca un fenómeno conocido como stringing o, en la lengua de Cervantes, encordado o exudación, algo que se materializa en forma de unos pelillos que van de un lado a otro de la figura. Para evitar que esto suceda existen las retracciones.
Las retracciones son un mecanismo por el cual el extrusor retrae un poquito de filamento hacia dentro, digamos que lo esconde mientras el cabezal se mueve. De esa forma, se evita que el plástico siga cayendo y se eliminan los pelillos (o al menos se reducen bastante). Pues hay dos parámetros a contemplar:
- Velocidad: es lo rápido o lo lento que el extrusor retrae el filamento. Más rápido es mejor, puedes pensar. Pues no, porque una velocidad demasiado alta puede llegar a bloquear la boquilla (es decir, hacerle un tapón) o incluso romper el filamento y provocarte un problema en la impresión.
- Distancia: es la cantidad de filamento que se retrae. Más filamento retraído, mejor, pensarás. Pues tampoco, porque retraer demasiado filamento puede hacer que se enfríe y que no esté derretido del todo cuando se reanude la impresión, lo que te puede provocar un problema en la figura.
¿Resumen? No hay una cifra exacta. Para extrusión directa lo más probable es que la distancia vaya de 0,4 a 1,2 milímetros y, en tipo Bowden, desde los dos hasta los diez milímetros. La velocidad normalmente suele ser de 30 milímetros por segundo en extrusores directos y de 40 milímetros por segundo en extrusores Bowden, pero dependerá de tu máquina. No solo de tu modelo, sino de tu propia máquina, porque tu máquina y mi máquina, siendo exactamente las mismas, pueden requerir distancias y velocidades diferentes, y también dependerá del filamento que uses.
 Cuando la retracción no está bien configurada o la temperatura es más baja de la cuenta pueden aparecer esos hilillos.
Cuando la retracción no está bien configurada o la temperatura es más baja de la cuenta pueden aparecer esos hilillos.
¿Cómo sales de dudas? Con un test de retracciones. Este tipo de test son figuras que fuerzan al cabezal a hacer movimientos rápidos de un lado a otro, lo que nos permite ver si la configuración que tenemos deja más o menos hilos. Vas a hacer decenas de estas pruebas, pero cuando encuentres la configuración perfecta la tendrás para siempre durante un buen tiempo. Salvo, claro, que se deteriore la boquilla, que cambies de marca de filamento, de color, etc.
Es por eso por lo que me encanta Orca Slicer, porque tiene integrados estos tests por defecto y te te genera los G-Code en un abrir y cerrar de ojos. En otro contexto, tendrías que modificar tú manualmente el G-Code para añadir los cambios en las temperaturas o las retracciones, pero con Orca Slicer lo puedes hacer automáticamente.
Paciencia y dinero, amigo mío
 Esto es lo que ojalá no tengas que encontrarte nunca en tu impresora.
Esto es lo que ojalá no tengas que encontrarte nunca en tu impresora.
Este no es un hobby que se aprenda en una tarde. Es más, es un hobby que puede llegar a ser desesperante en muchas ocasiones y yo escribo esto cuando hace una semana estuve a puntito de pegarle una patada a la impresora. Es posible que te encuentres con problemas de todo tipo, como primeras capas que no se quedan bien pegadas, paredes con huecos, burbujitas, pelillos, ruidos en la máquina, filamentos húmedos, cosas que no salen cuando salían perfectamente la semana anterior… Puede ser frustrante, pero también muy gratificante.
Es posible que la máquina tenga un problema de fábrica y de ser así, garantía y a correr, pero antes de eso conviene echar un vistazo a la configuración del slicer y de la propia máquina. A lo mejor la máquina está configurada para moverse a una velocidad altísima que no va con su gama. A lo mejor estás imprimiendo con un filamento malo o húmedo, a lo mejor llevas más tiempo de la cuenta sin hacerle mantenimiento… La máquina es eso, una máquina, y como tal hay que saber mimarla.
 Seguramente acabes imprimiendo un buen puñado de estos.
Seguramente acabes imprimiendo un buen puñado de estos.
Es tentador pensar que configurada una vez, configurada para siempre, pero eso solo va a llevar a engaños, malas experiencias y cabreos. Y habla la voz de la experiencia. La máquina se tiene que revisar de tanto en tanto para garantizar que funcione bien y que la impresión salga como debe salir. Porque sí, te puede pasar que lleves ocho horas imprimiendo y, ¡sorpresa!, la primera capa no salió bien y vas a tirar ocho horas de impresión y media bobina de filamento a la basura.
Algunas buenas prácticas son:
- Asegurarse de que las correas que mueven el cabezal y la cama están bien tensas.
- Asegurarse de que el eje X (donde está el cabezal) está nivelado y que no hay un lado más alto que el otro.
- Asegurarse de que la cama está bien nivelada.
- Mantener la zona de trabajo limpia. Una cama limpia es una impresión feliz.
- No dejar el filamento fuera, sino guardarlo después de cada uso en su caja con una bolsita de gel de sílice.
 Ni muy alto ni muy bajo, perfectamente equilibrado, como todo debería estar.
Ni muy alto ni muy bajo, perfectamente equilibrado, como todo debería estar.
¿Cómo hacer todo esto? Depende de tu máquina y de hecho, hay máquinas que requieren más mantenimiento que otras. Yo he aprendido que mi máquina requiere de cierta atención ya que la uso mucho, prácticamente todo el día, para un proyecto personal. Lo que más noto es que la cama se desnivela, como es normal, y que las cuerdas se destensan con el uso. Y bueno, también he aprendido que las cosas automáticas funcionan muy bien hasta que dejan de hacerlo.
Si quieres nivelar la cama y tu impresora tiene un sistema de ajuste automático, bien, úsalo, pero luego dedícale un rato a asegurarte. Para ello, coge un folio DIN A4, mueve el extrusor a cada esquina de la cama, mete el folio entre la cama y la boquilla y muévelo. Si no rasca, no lo puedes meter o rompes el folio porque está demasiado apretado, está mal nivelado y tendrás que ajustar la cama y el Z-Offset, es decir, la compensación en el eje Z (la distancia que hay entre la cama y la boquilla). ¿Cómo? Pues dependiendo de tu máquina se hará de una forma u otra.
¿Todo esto para qué? Para conseguir una excelente primera capa. Si la primera capa sale bien, muy mal se te tiene que dar para que el resto de la impresión salga mal. ¿Y cómo sé que la primera capa ha salido bien? Usando este test y esta guía visual. Desgraciadamente, el ojímetro juega un papel fundamental. La boquilla no puede estar ni demasiado alta ni demasiado baja. Tiene que estar a la altura exacta, ¿y sabes cuál es la altura exacta? 0,1 milímetros, que es el grosor de un folio DIN A4.
 A la izquierda, la primera capa con el ajuste automático de la máquina. A la derecha, la primera capa tras el ajuste manual.
A la izquierda, la primera capa con el ajuste automático de la máquina. A la derecha, la primera capa tras el ajuste manual.
La imagen superior es una prueba que hice hace unos días tras pasarme toda la mañana ajustando la nivelación de la cama y el Z-Offset. A la izquierda, lo que estaba haciendo mi impresora. A la derecha, lo que hace desde que la ajusté. Y puedes pensar “lo hago una vez y listo”. Error. Esto hay que hacerlo de tanto en tanto y el momento nos lo dirán las propias impresiones.
Por otro lado, paciencia con los tiempos. La impresión 3D es una cosa lenta. Incluso las cosas más sencillas, como el típico Benchy, llevan tiempo. No esperes imprimir esa pieza a la que tantas ganas le tienes en cinco minutos, eso no existe. Las máquinas 3D, por muy rápidas que sean actualmente, llegan hasta donde llegan y, de hecho, seguramente no te interese usarlas a la máxima velocidad. Tendrás que elegir entre calidad y velocidad y, aunque el término medio sería lo suyo, cuando buscas un acabado perfecto te expones a tiempos de impresión más altos.
 Efectivamente, tengo un problema: todavía me caben más.
Efectivamente, tengo un problema: todavía me caben más.
Y ya por último, prepara la cartera. Porque a pesar de lo anterior, la impresión 3D engancha. Vas a ver que hay infinidad de modelos impresionantes que puedes descargar gratis para imprimirlos en tu casa, vas a querer tener figuras de todo tipo, vas a querer hacerte tu propio stand para el móvil, vas a imprimir seguramente el típico cacharro para exprimir los tubos de pasta de dientes, todo eso gasta plástico. Cada bobina de un kilo cuesta entre 15 y 25 euros, según la marca y la calidad, así que cuidado. Tengo un amigo (yo) que a los dos días de comprar la impresora se compró cuatro filamentos de cuatro colores distintos para probar. A 22 euros cada uno, pues…
Como se suele decir, para qué voy a comprar algo por 10 euros cuando lo puedo imprimir por 30 euros.
Una carrera de fondo

Sea como fuere, lo que más me ha gustado de esta aventura en el mundillo de la impresión 3D es que estás aprendiendo constantemente y, de la misma manera que es odioso cuando las cosas salen mal, es genial la sensación de haber conseguido arreglar algo y de ver que ahora salen bien. Es una afición muy agradecida, muy bonita y con muchas aplicaciones prácticas. Y cuando pensabas que no podías llevarla a más, te descubres a ti mismo mejorando lo que ya hacías.
Estás constantemente aprendiendo y eso es genial. Seguramente empieces bajando STLs de Thingiverse, Printables o Cults3D, pero tarde o temprano puede que te pique el gusanillo de hacer tus propias cosas. Si son cosas sencillas, como cajas o figuras simples, puedes usar Tinkercad, que es gratis y online. En Windows tienes 3D Builder, que funciona realmente bien. A mayores, podrías pasar a Fusion 360 o Blender.
También creo que es una afición muy divertida para hacer con los peques, ya que pueden diseñar y ver cómo la impresora da vida a sus creaciones. Y si se te da bien diseñar, prepárate para no volver a comprar un repuesto en tu vida. ¿Se ha roto una pestaña de algo? ¿Hay que arreglar alguna cosa? Seguramente la impresora 3D pueda sacarte del apuro.
Y no hay nada más chulo que diseñar algo con tus propias manos, imprimirlo en tu casa y ver qué funciona.
Imágenes | Xataka, Prusa
En Xataka | Cómo la tecnología hace que un material de obra termine siendo un diseño de moda
-